





 CITIZEN SEIMITSU (THAILAND) CO., LTD.
CITIZEN SEIMITSU (THAILAND) CO., LTD.

อัพเดทครั้งล่าสุด: 2025-06-04
ข้อความPR
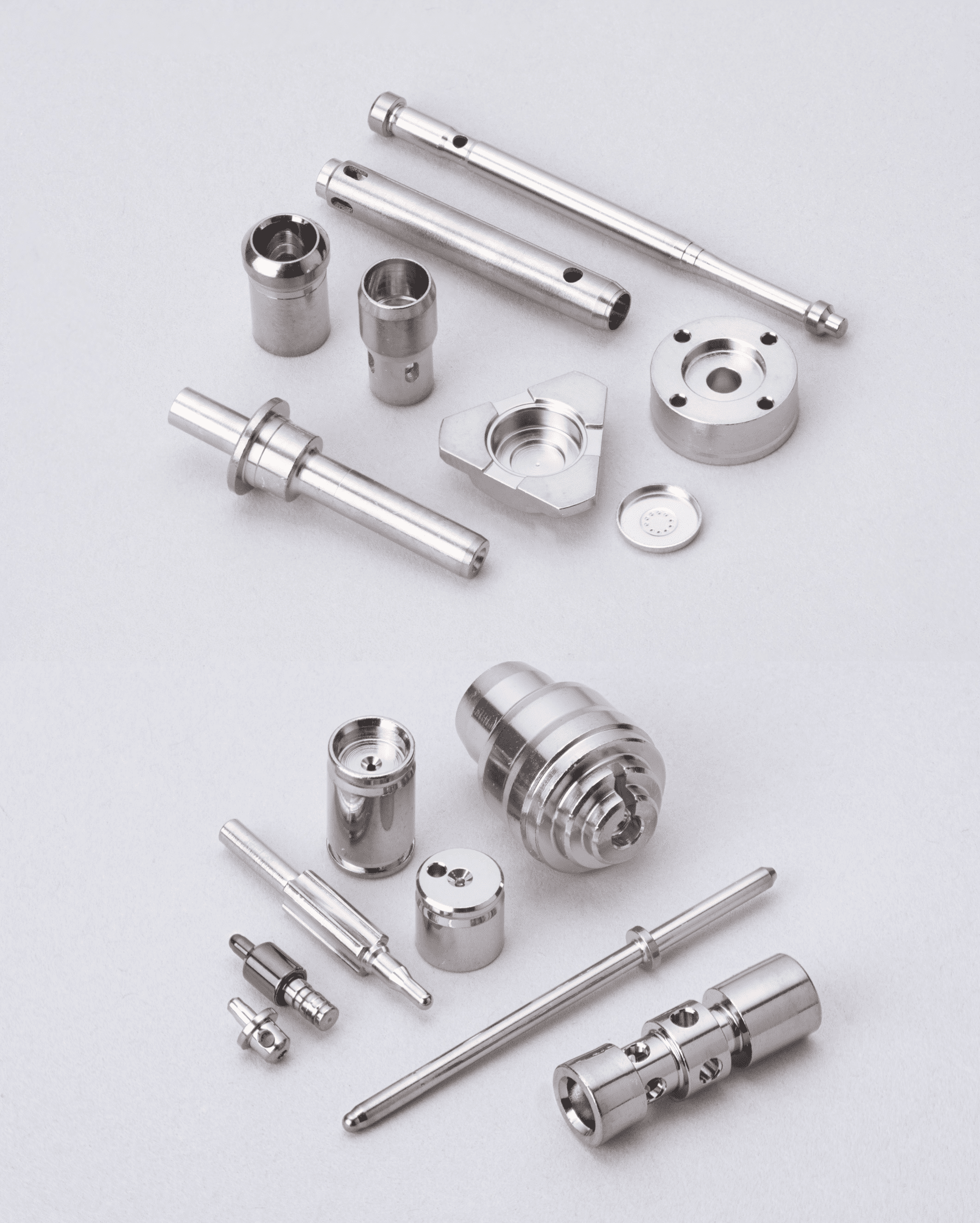
เทคโนโลยีการแปรรูปชิ้นส่วนโลหะแม่นยำของเรา มุ่งเน้นไปที่การผลิตชิ้นส่วนผ่านการตัด ซึ่งเป็นเทคนิคที่ได้รับการพัฒนามาจากการแปรรูปชิ้นส่วนนาฬิกา นอกจากนี้ เรายังให้บริการการจัดหาชิ้นส่วนแบบครบวงจรผ่านกระบวนการแปรรูปขั้นทุติยภูมิเช่น การเจาะด้วยการปล่อยประจุไฟฟ้าและการเจียระไน รวมถึงการเคลือบพื้นผิว การชุบแข็ง การประกอบ และการทดสอบการทำงาน
เทคโนโลยีเหล่านี้มีส่วนช่วยในการพัฒนาสังคมในด้านชิ้นส่วนเบรก ซึ่งเป็นหัวใจสำคัญของระบบควบคุมการทรงตัวและหน่วยควบคุมการเบรกที่มีความต้องการสูงในด้าน "ความปลอดภัย" และ "สิ่งแวดล้อม" ในอุตสาหกรรมยานยนต์ นอกจากนี้ ยังมีบทบาทสำคัญในด้านชิ้นส่วนเครื่องยนต์ โดยช่วยเพิ่มประสิทธิภาพการใช้เชื้อเพลิงผ่านโซลินอยด์ในระบบจ่ายเชื้อเพลิง
ในอนาคตเราจะมุ่งมั่นเป็นซัพพลายเออร์ที่ดีที่สุดที่สามารถตอบสนองความต้องการในอุตสาหกรรมต่างๆ โดยยังคงมุ่งเน้นที่เทคโนโลยีหลักและคุณภาพของเรา
เรามีความเชี่ยวชาญในด้านการผลิตโลหะและการตรวจสอบแบบครบวงจร พร้อมรองรับการผลิตจำนวนมาก (ตั้งแต่ 10,000 ชิ้น/เดือน และมากกว่า 100 ล้านชิ้น/ปี) ด้วยความแม่นยำสูงที่ระดับ 1/1000 มม.
ได้รับการรับรองมาตรฐาน IATF16949!
มีกลึงอัตโนมัติ (CNC) ประมาณ 300 เครื่อง!
【เทคโนโลยีการผลิตชิ้นส่วนโลหะ】
【เทคโนโลยีการประกอบ】
【เทคโนโลยีการอัตโนมัติ】
เราใช้เทคโนโลยีเหล่านี้เพื่อตอบโจทย์ 4 ด้าน: ความปลอดภัย ความสะดวกสบาย สิ่งแวดล้อม และการควบคุม
◆จุดเด่น
・ การผลิตครบวงจรตั้งแต่การออกแบบและพัฒนา
・ ออกแบบและพัฒนาอุปกรณ์การผลิตภายในบริษัท
◆เทคโนโลยี
・ การตัดเฉือน (CNC อัตโนมัติ, CNC Chucker Lathe)
・ การเจียรและการตัดด้วยไฟฟ้า
・ การอบชุบความร้อน
・ การเคลือบพื้นผิวรวมถึงการชุบ
■ การตรวจสอบ
・ การตรวจสอบรอยรั่วด้วยเครื่องตรวจสอบภาพภายในบริษัท
◆การใช้งาน
・ ชิ้นส่วนเครื่องยนต์
・ ชิ้นส่วนควบคุมตัวถังรถ

กระบวนการตัดเฉือน (Cutting Processing) เป็นวิธีการผลิตที่สำคัญในการขึ้นรูปและปรับแต่งโลหะ พลาสติก และวัสดุคอมโพสิต โดยเป็นการกำจัดวัสดุออกจากชิ้นงานเพื่อให้ได้ขนาดที่แม่นยำ พื้นผิวที่เรียบเนียน และคุณสมบัติการใช้งานที่ต้องการ เทคนิคการตัดเฉือนมีความหลากหลายขึ้นอยู่กับประเภทของวัสดุ ความแม่นยำที่ต้องการ และปริมาณการผลิต
1. กระบวนการตัดเฉือนคืออะไร?
การตัดเฉือนเป็นกระบวนการผลิตแบบลบเนื้อวัสดุ (Subtractive Manufacturing) ที่ใช้เครื่องมือตัด, เลเซอร์ หรือวิธีการอื่น ๆ ในการกำจัดวัสดุออกจากชิ้นงาน กระบวนการนี้ใช้กันอย่างแพร่หลายในอุตสาหกรรมต่าง ๆ เช่นยานยนต์ อากาศยาน อิเล็กทรอนิกส์ และอุปกรณ์ทางการแพทย์
วัตถุประสงค์หลักของกระบวนการตัดเฉือน
- ให้ความแม่นยำและความถูกต้องของขนาดสูง
- ปรับปรุงคุณภาพพื้นผิวเพื่อการใช้งานหรือความสวยงาม
- ขึ้นรูปชิ้นส่วนให้เป็นไปตามแบบที่กำหนด
- เพิ่มประสิทธิภาพการผลิตด้วยเทคนิคการตัดเฉือนที่รวดเร็วและอัตโนมัติ
2. ประเภทของกระบวนการตัดเฉือน
2.1 การตัดเฉือนเชิงกล (Mechanical Cutting)
เป็นกระบวนการที่ใช้แรงกายภาพในการกำจัดวัสดุออกจากชิ้นงาน
การกลึง (Turning - Lathe Cutting)
- ชิ้นงานหมุนอยู่กับที่ ขณะที่เครื่องมือตัดเฉือนวัสดุออก
- ใช้สำหรับชิ้นส่วนทรงกระบอก เช่นเพลา บูช และท่อ
การกัด (Milling)
- เครื่องมือหมุนเพื่อตัดเฉือนวัสดุจากชิ้นงานที่อยู่กับที่
- ใช้สร้างรูปร่างที่ซับซ้อน ร่อง และรูเจาะ
การเจาะ (Drilling)
- ใช้ดอกสว่านหมุนเพื่อสร้างรูที่แม่นยำในชิ้นงาน
- นิยมใช้ในการผลิตชิ้นส่วนเครื่องจักรและโครงสร้างโลหะ
การเลื่อย (Sawing)
- ใช้ใบเลื่อยที่มีฟันตัดวัสดุให้เป็นรูปทรงที่ต้องการ
- เหมาะสำหรับการตัดแผ่นโลหะ แท่ง และท่อ
2.2 การตัดเฉือนด้วยความร้อน (Thermal Cutting)
เป็นเทคนิคที่ใช้ความร้อนในการหลอมละลายและแยกวัสดุออกจากกัน
การตัดด้วยเลเซอร์ (Laser Cutting)
- ใช้ลำแสงเลเซอร์พลังงานสูงในการหลอมและระเหยวัสดุ
- มีความแม่นยำสูง เหมาะสำหรับวัสดุที่บาง
การตัดด้วยพลาสมา (Plasma Cutting)
- ใช้พลาสมาร์คที่มีอุณหภูมิสูงเพื่อตัดโลหะ
- เหมาะสำหรับโลหะหนา เช่นเหล็กและอะลูมิเนียม
การตัดด้วยออกซีเชื้อเพลิง (Oxy-Fuel Cutting)
- ใช้ออกซิเจนและแก๊สเชื้อเพลิงในการเผาไหม้และตัดโลหะ
- ใช้ได้ดีกับเหล็กแผ่นหนา
2.3 การตัดเฉือนด้วยกระแสไฟฟ้า (Electrical Discharge Machining - EDM)
เป็นเทคนิคที่ใช้ประกายไฟฟ้าในการกำจัดวัสดุโดยไม่สัมผัสกับชิ้นงาน
-Wire EDM: ใช้ลวดอิเล็กโทรดบางในการตัดเฉือนรูปร่างที่ซับซ้อน
-Sinker EDM: ใช้แม่พิมพ์อิเล็กโทรดเพื่อสร้างร่องลึกและโพรง
เหมาะสำหรับโลหะแข็งและชิ้นงานที่มีรูปทรงซับซ้อนซึ่งเทคนิคตัดเฉือนทั่วไปไม่สามารถทำได้
3. การใช้งานของกระบวนการตัดเฉือน
3.1 อุตสาหกรรมยานยนต์
- การตัดเฉือนชิ้นส่วนเครื่องยนต์ ระบบเกียร์ และตัวถัง
- ใช้เครื่องจักรความเร็วสูงเพื่อรองรับการผลิตจำนวนมาก
3.2 อุตสาหกรรมอากาศยาน
- การแปรรูปใบพัดกังหันและโครงสร้างเครื่องบินที่ต้องการความแม่นยำสูง
- การตัดเฉือนวัสดุน้ำหนักเบาเพื่อเพิ่มประสิทธิภาพการใช้เชื้อเพลิง
3.3 อุปกรณ์ทางการแพทย์
- การตัดเฉือนขนาดเล็กสำหรับเครื่องมือศัลยกรรมและอุปกรณ์ฝังในร่างกาย
- การใช้เทคนิคแบบไม่สัมผัส (เลเซอร์และ EDM) เพื่อรักษาคุณสมบัติของวัสดุ
3.4 อิเล็กทรอนิกส์และเซมิคอนดักเตอร์
- การตัดเวเฟอร์ซิลิคอนสำหรับไมโครชิปและแผงวงจร
- การตัดเฉือนเลเซอร์ที่มีความแม่นยำสูงสำหรับวัสดุบาง
4. ข้อดีของเทคโนโลยีการตัดเฉือนขั้นสูง
เทคโนโลยีการตัดเฉือนสมัยใหม่ให้ประโยชน์ที่สำคัญ ได้แก่:
-ความแม่นยำสูง: สามารถทำงานได้ในระดับความคลาดเคลื่อน ±0.001 มม.
-ประสิทธิภาพที่ดีขึ้น: ความเร็วในการตัดสูงช่วยลดเวลาในการผลิต
-ความหลากหลาย: สามารถใช้กับวัสดุที่หลากหลาย เช่น โลหะ พลาสติก และวัสดุคอมโพสิต
-ลดการสูญเสียวัสดุ: การวางแผนเส้นทางการตัดอย่างเหมาะสมช่วยให้ใช้วัสดุได้อย่างมีประสิทธิภาพ

เข้าใจข้อดีข้อเสียของแต่ละกระบวนการตัดเฉือน ไม่ว่าจะเป็น Turning, Milling, Drilling หรือ Grinding เพื่อเลือกเทคโนโลยีที่เหมาะสมกับชิ้นงานและความต้องการผลิตของคุณ
ในอุตสาหกรรมการผลิตการเลือกกระบวนการตัดเฉือนที่เหมาะสมมีผลโดยตรงต่อคุณภาพของชิ้นงาน ต้นทุน และเวลาในการผลิต กระบวนการตัดเฉือนมีหลายประเภท เช่น Turning (การกลึง), Milling (การกัด), Drilling (การเจาะ), และ Grinding (การเจียร) ซึ่งแต่ละวิธีมีข้อจำกัดและจุดเด่นแตกต่างกัน การทำความเข้าใจคุณสมบัติเฉพาะของแต่ละกระบวนการจึงเป็นสิ่งสำคัญ เพื่อให้สามารถเลือกใช้ได้ตรงตามวัตถุประสงค์และลักษณะของชิ้นงาน
เปรียบเทียบกระบวนการตัดเฉือน
Turning (การกลึง)
เหมาะสำหรับการขึ้นรูปชิ้นงานทรงกระบอก ใช้เครื่องกลึง (Lathe) ตัดวัสดุออกจากชิ้นงานที่หมุนอยู่
- ข้อดี: ให้ผิวเรียบ, ความแม่นยำสูง, เหมาะกับชิ้นงานที่มีความสมมาตร
- ข้อจำกัด: ไม่เหมาะกับรูปทรงที่ซับซ้อนหรือมีมุมแหลม
Milling (การกัด)
เหมาะสำหรับการตัดชิ้นงานที่มีพื้นผิวเรียบ หรือมีรูปทรงซับซ้อน ใช้เครื่องกัด CNC หรือ Manual
- ข้อดี: ความยืดหยุ่นสูง, สร้างรูปทรงซับซ้อนได้ดี
- ข้อจำกัด: ต้องมีการตั้งค่าที่ซับซ้อนขึ้นเมื่อชิ้นงานมีหลายด้าน
Drilling (การเจาะ)
ใช้สำหรับสร้างรูในชิ้นงาน โดยใช้ดอกเจาะหมุนตัดวัสดุ
- ข้อดี: เหมาะกับการทำรูตรง, ต้นทุนต่ำ
- ข้อจำกัด: ไม่เหมาะกับรูขนาดใหญ่หรือรูที่ต้องการความแม่นยำสูงมาก
Grinding (การเจียร)
ใช้สำหรับปรับความเรียบของผิวงานหรือเก็บความแม่นยำขั้นสุดท้าย
- ข้อดี: ให้ผิวที่เรียบมาก, ความเที่ยงตรงสูง
- ข้อจำกัด: ใช้เวลามาก, ไม่เหมาะกับการตัดวัสดุจำนวนมาก
แนวทางการเลือกเทคโนโลยีให้เหมาะกับชิ้นงาน
- ลักษณะชิ้นงาน: หากชิ้นงานมีรูปทรงสมมาตร แนวกลึงอาจเหมาะสมที่สุด ในขณะที่ชิ้นงานที่มีพื้นผิวหลากหลายควรใช้การกัด
- วัสดุที่ใช้: โลหะหนักหรือแข็งมากอาจต้องใช้การเจียรเพื่อให้ได้ผิวละเอียด
- ปริมาณการผลิต: สำหรับการผลิตจำนวนมาก การเลือกเครื่องจักร CNC ที่มีการควบคุมอัตโนมัติจะช่วยประหยัดเวลาและลดความผิดพลาด
- ความแม่นยำที่ต้องการ: หากต้องการความแม่นยำสูง อาจต้องใช้กระบวนการเจียรในขั้นตอนสุดท้าย

1. การแปรรูปด้วยเครื่องจักรคืออะไร
การแปรรูปด้วยเครื่องจักรหมายถึงเทคนิคในการตัดหรือขัดวัสดุต่างๆ เช่น โลหะหรือพลาสติกให้มีรูปร่างและขนาดตามต้องการ โดยในปัจจุบันมีการใช้ระบบควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์ (CNC) อย่างแพร่หลาย ทำให้สามารถแปรรูปได้อย่างแม่นยำและมีประสิทธิภาพสูง การเลือกวิธีการแปรรูปจึงกลายเป็นปัจจัยสำคัญทั้งในด้านคุณภาพและต้นทุน โดยเฉพาะอย่างยิ่ง 3 วิธีหลักที่ใช้กันอย่างแพร่หลาย ได้แก่ การกลึง, การกัด, และ การเจาะ
2. ลักษณะและการใช้งานของการกลึง (Turning)
การกลึงเป็นวิธีที่ใช้การหมุนของชิ้นงาน (workpiece) ขณะนำเครื่องมือตัดแบบอยู่กับที่ (bite) เข้าตัดวัสดุ นิยมใช้เครื่องกลึง (lathe) เหมาะกับการแปรรูปทรงกระบอกหรือชิ้นงานที่มีลักษณะสมมาตรตามแนวแกน
การใช้งานหลัก:
- การตกแต่งผิวภายนอกและภายในของชิ้นงาน
- การกลึงพื้นผิวหน้าปลาย
- การกลึงขั้นหรือมุมเอียงในชิ้นงานทรงกระบอก
จุดเด่น:
- ได้สมมาตรและความกลมกลืนของชิ้นงานสูง
- มีประสิทธิภาพในการผลิต และรองรับการผลิตจำนวนมาก
- สามารถทำงานต่อเนื่องได้ทั้งภายนอก ภายใน และหน้าปลาย
ข้อควรระวัง:
- ไม่เหมาะกับชิ้นงานที่ไม่มีความสมมาตรตามแนวหมุน
- ต้องพิจารณาการสึกหรอของเครื่องมือตัดและผลกระทบจากความร้อน
3. ลักษณะและการใช้งานของการกัด (Milling)
การกัดเป็นวิธีการที่ใช้เครื่องมือตัด (milling cutter) หมุนตัวตัดชิ้นงานที่ยึดไว้กับโต๊ะงาน เหมาะสำหรับงานราบ งานร่อง รวมถึงชิ้นงานที่มีรูปทรงซับซ้อน
การใช้งานหลัก:
- การตกแต่งพื้นผิวเรียบ
- การกัดร่อง เช่น ร่องสำหรับใส่ลิ่มหรือร่องตัว T
- การแปรรูปชิ้นงานที่มีพื้นผิวไม่เรียบหรือมีระดับต่างกัน
จุดเด่น:
- สามารถกัดรูปทรงซับซ้อนได้ด้วยระบบควบคุมหลายแกน (เช่น ศูนย์เครื่องจักรกล)
- หากปรับค่าการตัดได้อย่างเหมาะสม จะเพิ่มประสิทธิภาพได้สูง
- การระบายเศษตัดดี ช่วยยืดอายุเครื่องมือตัด
ข้อควรระวัง:
- ขั้นตอนการติดตั้งอาจซับซ้อน
- การเลือกเครื่องมือตัดและเงื่อนไขการตัดส่งผลต่อคุณภาพการแปรรูป
4. ลักษณะและการใช้งานของการเจาะ (Drilling)
การเจาะเป็นหนึ่งในวิธีพื้นฐานที่สุด โดยใช้ดอกสว่านเจาะแนวตั้งลงบนชิ้นงาน นิยมใช้สำหรับเตรียมรูสำหรับการยึดหรือประกอบ
การใช้งานหลัก:
- เจาะรูทะลุสำหรับสลักหรือหมุด
- เจาะรูนำก่อนรีมเมอร์
- เจาะรูศูนย์ (Center Hole)
จุดเด่น:
- โครงสร้างเรียบง่ายและมีประสิทธิภาพ
- ต้นทุนการแปรรูปต่ำ และมีเครื่องมือตัดหลากหลาย
- เหมาะสำหรับการทำงานแบบอัตโนมัติและระบบเครื่องจักร
ข้อควรระวัง:
- มีข้อจำกัดในเรื่องความลึกและความแม่นยำของเส้นผ่านศูนย์กลางรู
- การเจาะรูลึกต้องระวังเรื่องการระบายเศษและการเบี่ยงเบนของศูนย์
- รูที่ต้องการความแม่นยำสูงอาจต้องแปรรูปเพิ่มเติมด้วยรีมเมอร์หรือเครื่องคว้าน
5. แนวทางการเลือกวิธีแปรรูปและการออกแบบกระบวนการ
การเลือกวิธีแปรรูปไม่ควรอิงแค่รูปร่างหรือขนาดของชิ้นงานเพียงอย่างเดียว แต่ควรพิจารณารวมถึงสมดุลของกระบวนการทั้งหมด โดยทั่วไปการแปรรูปชิ้นงานมักใช้หลายวิธีร่วมกัน เช่น
- เลือกวิธีที่เหมาะกับวัสดุและรูปทรงของชิ้นงาน
- วางลำดับกระบวนการให้สอดคล้องกับความแม่นยำที่ต้องการ
- พิจารณาความสามารถของเครื่องจักรที่มีอยู่ (เครื่องกลึง, ศูนย์เครื่องจักร, สว่านแท่น ฯลฯ)
- จัดการขั้นตอนให้ลดจำนวนงานและเพิ่มอัตราการได้ชิ้นงานที่ดี
ตัวอย่างเช่น เริ่มจากการกลึงเส้นผ่านศูนย์กลางภายนอก จากนั้นกัดด้านข้าง แล้วจึงเจาะรูเกลียวในขั้นสุดท้าย วิธีนี้ช่วยรักษาคุณภาพและเพิ่มประสิทธิภาพการผลิต

| ชื่อบริษัท | CITIZEN SEIMITSU (THAILAND) CO., LTD. | URL เว็บไซต์ของ บริษัท | https://cfd.citizen.co.jp/ |
|---|---|---|---|
| ที่อยู่ |
อำเภออุทัย จังหวัดพระนครศรีอยุธยา ไทย
[ดูแผนที่] |
ผู้รับผิดชอบ | Kwang |
| หมายเลขโทรศัพท์ | 035-200-565 | หมายเลขโทรสาร | 035-200-568 |
| เงินต้นทุน | 950,000,000 ฿ | จำนวนพนักงาน | 471คน |
| ยอดขายสูงสุดในหนึ่งปี | ยังไม่ลงทะเบียน | หมายเลขสมาชิกเอมิดัส | 104559 |
| สินค้าหลัก3อย่าง |
|
||
| ประเภทใหญ่ | ประเภทกลาง | ประเภทเล็ก |
|---|---|---|
| พัฒนาการทดลองการผลิต・ผลิตจำนวนน้อย | กระบวนการเครื่องจักร | เครื่องเจาะรูที่มีความลึก เครื่องกัดเกลียว การกัดเครื่องจักร/ ล็อตเล็ก (ตั้งแต่ 1 ชิ้นขึ้นไป) เหล็ก สแตนเลส กลึงอัตโนมัติ ทองเหลือง |
| พัฒนาการทดลองการผลิต・ผลิตจำนวนน้อย | กระบวนการทำเครื่องNC | เครื่องกลึง NC การกลึงแบบห้าด้าน/ห้าเพลา กลึงหลายฟังก์ชั่น |
| พัฒนาการทดลองการผลิต・ผลิตจำนวนน้อย | เครื่องทำ EDM (เครื่องขึ้นรูปชิ้นงานโดยใช้อิเล็กโทรดนำไฟฟ้า) | การขึ้นรูปชิ้นงานโดยใช้อิเลคโทรดนำไฟฟ้า |
| พัฒนาการทดลองการผลิต・ผลิตจำนวนน้อย | กระบวนการขัด เจียระไน | การขัดผิวเรียบ NC การขัดทรงกระบอก NC เครื่องขัดผิวเรียบ การเจียรสองด้าน |
| จำนวนการผลิต | กระบวนการของเครื่องจักร | แท่นกลึงแบบ NC Tapping Machining กัดเกลียว Discharge Machining เหล็ก สแตนเลส แท่นกลึงอัตโนมัติ บางเฉียบ ความแม่นยำสูง |
| จำนวนการผลิต | กระบวนการขัด เจียระไน | การขัดผิวเรียบ NC การขัดทรงกระบอก NC เครื่องขัดผิวเรียบ เครื่องขัดรูปทรงกระบอก เครื่องขัด Centerless การเจียรสองด้าน |
| งานชุบผิวโลหะ | การเคลือบชุบ,การปฏิบัติโดยปฏิกิริยาเคมี | นิกเกิลแบบไม่มีไฟฟ้า (แรค) เหล็ก ทองเหลือง |
| งานชุบผิวโลหะ | การทำความสะอาด | การทำความสะอาดไฮโดรคาร์บอน |
| งานชุบผิวโลหะ | การขัด,การห่อหุ้ม | เครื่องขัดผิวด้วยสารเคมี |
| งานชุบผิวโลหะ | กรรมวิธีความร้อน | Annealing ชุบแข็ง |
| งานชุบผิวโลหะ | ขัดบาร์เรล | เครื่องขัดผิวแบบบาเรล (แบบหมุน) |
| งานชุบผิวโลหะ | การชุบผิวโลหะอื่นๆ | Shot Blast Sand Blast |
| ประกอบชิ้นส่วน・ตรวจสอบ | การประกอบ | ประกอบชิ้นส่วนรถยนต์ |
| ประกอบชิ้นส่วน・ตรวจสอบ | การตรวจสอบ | เครื่องวัด |
| ผลิตอะไหล่รถยนต์ | อะไหล่ส่วนขับเคลื่อน | Brake Parts |
| ผลิตอะไหล่รถยนต์ | เครื่องยนต์ เครื่องจักร | ระบบการเผาไหม้ |
![]()


